- +39 051 851369
- info@cantinamingazzini.it
- Lun - Ven: 8:00 - 18:30 | Sab: 8:30 - 12:30
Consegna gratuita da 70 €
Consegna gratuita da 70 €
Consegna gratuita da 70 €
Consegna gratuita da 70 €

Ripercorriamo gli oltre cinquant’anni di storia della nostra Cantina, raccontando le fase più significative che ci hanno portato ad essere quello che siamo.

Un sogno nato oltre 50 anni fa.
La Cantina Mingazzini nasce a Medicina (Bologna) nel 1964 in una piccola struttura non lontana dall’attuale sede produttiva. Uno spazio di poche centinaia di metri dove erano stivate botti in rovere, damigiane e qualche rudimentale attrezzatura per la preparazione del vino, tra cui una riempitrice semi automatica con una pompa che alimentava il riempimento manuale di 6 bottiglie alla volta.
La capacità della macchina e delle braccia che ci lavoravano consentivano una produzione di circa 1000 bottiglie all’ora.
Nel 1966 fu acquistato il primo impianto di filtrazione.
Il vino imbottigliato in cantina veniva consegnato all’inizio con un motociclo a 3 ruote dotato di un cassone che fu in breve sostituto da una Motom 48 furgonata.
Presto la crescente richiesta dei nostri vini porta l’azienda ad ampliarsi trasferendo la produzione nell’attuale sede con una superficie di oltre 2000mq di cui la metà coperti.
Nel 1970 la capienza delle vasche era di 3300 quintali di cui la maggior parte interrate. Fino ad allora, le bottiglie venivano tutte chiuse a mano.
Solo all’inizio degli anni 70 fu acquistata la prima tappatrice semi automatica ed un’ApeCar per le consegne in provincia.

Fino al 1978 la produzione di vino frizzante avveniva attraverso la fermentazione naturale in bottiglia.
L’esigenza di aumentare i volumi di produzione legata alla crescente domanda del mercato ci ha portato all’ampliamento dell’impianto produttivo con autoclavi a temperatura controllata che consentono di ottenere un prodotto finale di alta qualità in tempi più brevi.
La Cantina Mingazzini è stata la prima azienda della provincia di Bologna ed una delle prime in Emilia Romagna ad adottare il sistema di autoclavi a temperatura controllata per la produzione di vino frizzante.
L’intero processo di lavorazione dei vini, dalle analisi enologiche all’imbottigliamento e stoccaggio, avviene interamente all’interno dello stabilimento produttivo.
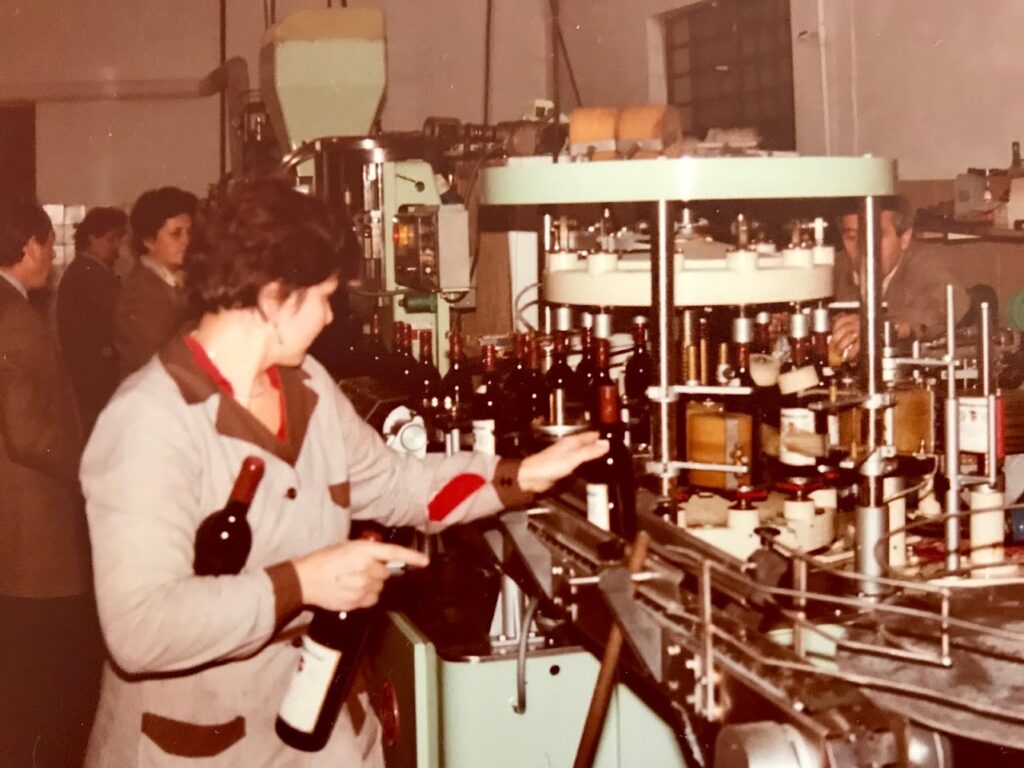
In pochi anni l’azienda è riuscita ad espandersi oltre i confini provinciali ed è stato necessario un ulteriore adeguamento degli impianti investendo con successo su un nuovo sistema automatizzato di riempimento, nuova tappatrice ed ulteriori autoclavi a temperatura controllata per il contenimento dei vini.
Negli anni successivi sono poi stati introdotti nuovi macchinari tra cui etichettatrici e capsulatrice.

Dopo oltre 40 anni di avviata attività e la sopraggiunta richiesta dei nostri vini anche da altri mercati, tra cui quello cinese ed africano, nel 2010 si è reso necessario un cambio di rotta nella gestione aziendale che è passata in mano ad uno dei figli, Alessandro Mingazzini, insieme ad un partner in affari, Tommaso Dall’Olio.
La volontà e l’impegno che hanno caratterizzato i fratelli fondatori dell’azienda fin dall’inizio, sono ancora oggi un segno distintivo della nuova generazione.
Nel 2012, nell’ottica di un adeguamento verso standard ambientali più eco-compatibili, è nata una nuova linea di bottiglie con etichetta in legno riciclato lavorato al laser e incollata con adesivo assolutamente inerte.
Lo stesso impegno verso l’ambiente ci ha portato nel 2015 ad intraprendere un nuovo percorso con una linea di bottiglie in PET multistrato, ideali per contenere e preservare il vino ad alti standard qualitativi, mantenendo le stesse caratteristiche di un vino conservato in bottiglia di vetro, quali il gusto, il colore ed anche la CO2 per il vino frizzante.
Il PET si contraddistingue inoltre per essere un materiale molto leggero ma allo stesso tempo resistente e completamente riciclabile.
Nel 2015 è stato smaltito l’intero impianto di lavaggio, sostituito da nuove attrezzature più sofisticate e in grado di garantire una maggiore igiene nella fase del lavaggio sia interno che esterno delle bottiglie. Sono stati inoltre installati un impianto di produzione di acqua osmotizzata per una più approfondita sanificazione delle vasche di contenimento e delle bottiglie ed un generatore di azoto atto ad evitare l’ossidazione del vino durante la fase di lavorazione.
Questo sito utilizza i cookie per migliorare la tua esperienza di navigazione su questo sito.
Visualizza la Cookie Policy Visualizza l'Informativa Privacy
Google Tag Manager è un servizio di gestione dei tag fornito da Google Ireland Limited.
Luogo del trattamento: Irlanda - Privacy Policy
Consensi aggiuntivi:
Google Analytics è un servizio di analisi web fornito da Google Ireland Limited (“Google”). Google Ireland Limited è di proprietà di Google LLC USA. Google utilizza i Dati Personali raccolti per tracciare ed esaminare l’uso di questo sito, compilare report sulle sue attività e condividerli con gli altri servizi sviluppati da Google.
Per una maggior conformità al GDPR in relazione al trasferimento dei dati extra UE, è opportuno eseguire il trasferimento dei dati solamente in forma anonima. Non è ottimale la sola anonimizzazione in quanto ha una minore tutela del dato personale esportato fuori UE. Per questo motivo i dati trasferiti a GA, visibili anche fuori UE, saranno resi anonimi tramite un sistema di proxy denominato “My Agile Pixel” che andrà a sostituire i tuoi dati personali quali l' indirizzo IP con dati anonimi e quindi non riconducibili a te. In questo caso, se dovessero essere trasferiti dati fuori UE o negli USA non sarebbero i tuoi dati personali ma dati resi anonimi e a te non riconducibili.
Stripe è un canale di pagamento fornito da Stripe Technology Europe Ltd.
Luogo del trattamento: Irlanda - Privacy Policy
Facebook Remarketing è un servizio di Remarketing e Behavioral Targeting fornito da Facebook Ireland Ltd. Questo servizio è usato per collegare l'attività di questo sito con il network di advertising Facebook.
Per una maggior conformità al GDPR in relazione al trasferimento dei dati extra UE, è opportuno eseguire il trasferimento dei dati solamente in forma anonima. Non è ottimale la sola anonimizzazione in quanto ha una minore tutela del dato personale esportato fuori UE. Per questo motivo i dati trasferiti, visibili anche fuori UE, saranno resi anonimi tramite un sistema di proxy denominato “My Agile Pixel” che andrà a sostituire i tuoi dati personali quali l' indirizzo IP con dati anonimi e quindi non riconducibili a te. In questo caso, se dovessero essere trasferiti dati fuori UE o negli USA non sarebbero i tuoi dati personali ma dati resi anonimi e a te non riconducibili.
Hotjar è un servizio di heat mapping e di registrazione delle sessioni fornito da Hotjar Ltd.
Hotjar rispetta gli header generici „Do Not Track”, in altre parole, il browser può indicare allo script di non raccogliere alcun dato dell’Utente. Questa impostazione è disponibile in tutti i principali browser. Hotjar fornisce maggiori che possono essere lette qui: Informazioni sull'opt-out.
Luogo del trattamento: Malta - Privacy Policy
Widget Trustpilot è un servizio di visualizzazione di contenuti gestito da TrustPilot A/S che permette a questo Sito Web di integrare contenuti da questa piattaforma esterna all’interno delle proprie pagine.
Luogo del trattamento: Danimarca - Privacy Policy
Google reCAPTCHA è un servizio di protezione dallo SPAM fornito da Google Ireland Limited.
L'utilizzo del sistema reCAPTCHA è soggetto alla privacy policy secondo termini di utilizzo di Google.
Luogo del trattamento: Irlanda - Privacy Policy
Il pulsante di PayPal è un servizio usato per interagire con la piattaforma di pagamento PayPal, fornito da PayPal Inc.
Gravatar è un servizio di visualizzazione di immagini gestito da Automattic Inc. che permette a Automattic Inc. di integrare tali contenuti all’interno delle proprie pagine.
Luogo del trattamento: Stati Uniti - Privacy Policy
Jetpack è un servizio di advertising fornito da Jetpack Digital LLC.
Luogo del trattamento: Stati Uniti - Privacy Policy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}